您好,欢迎光临宁津县金三利机械有限公司!
15753450535
全国咨询热线:

宁津县金三利机械有限公司
联系人:王经理
手 机:15753450535
电话:0534-5531084
传真:0534-5213330
地址:德州市宁津县津泉路与香江大街交叉口南200米路东
邮箱:jinsanlijixie@126.com
面线形成波纹后,面线之间有了均一的空间,面线不会互相粘连。这样后面的工艺,蒸的效果会提高,炸的程度更好,炸后淋油也好,实用时复水快,面线容易松散等。同时,产品外观美,又有量感。面线波纹决定产品质量的好坏。
成型器面条根数的计算方法:
面饼宽度/(刀齿宽度*分面列数)=每列面条根数
eg:600型面机 刀齿p1.5mm 分面器5列
计算:面饼宽度600mm齿距p1.5mm=总根数400根
总根数400根/列数5=每列根数80根
成型器实际生产中常见的问题及解决方法:
.在面带厚度一致的情况下,分列根数不均匀?
方法:a.多余面条调节到两侧列数
b.相差太多时,奇数或偶数适当加1根
面刀线速度(米/分钟)大于压辊转速(米/分钟)此时面带在入面刀的宽度会被面刀拉窄3-6mm左右?
方法:面带宽度按缩窄尺寸计算,如分列根数不均匀,多余面条调到两侧分列。
面带中间厚两边薄?
方法:中间分列面条,可适当减少1-3根,分别向左右两侧适当增加根数。
面带中间薄两边厚?
方法:中间分列面条,可适当增加1-2根,分别向左右两侧减少根数
面带左右跑偏严重?
方法:两侧列数适当增加1-3根
压辊挡边磨损严重,两侧间隙大,面带会宽于压辊宽度?
方法:面带宽度按加宽尺寸计算。如分列根数不均匀,多余面条调到两侧分列。
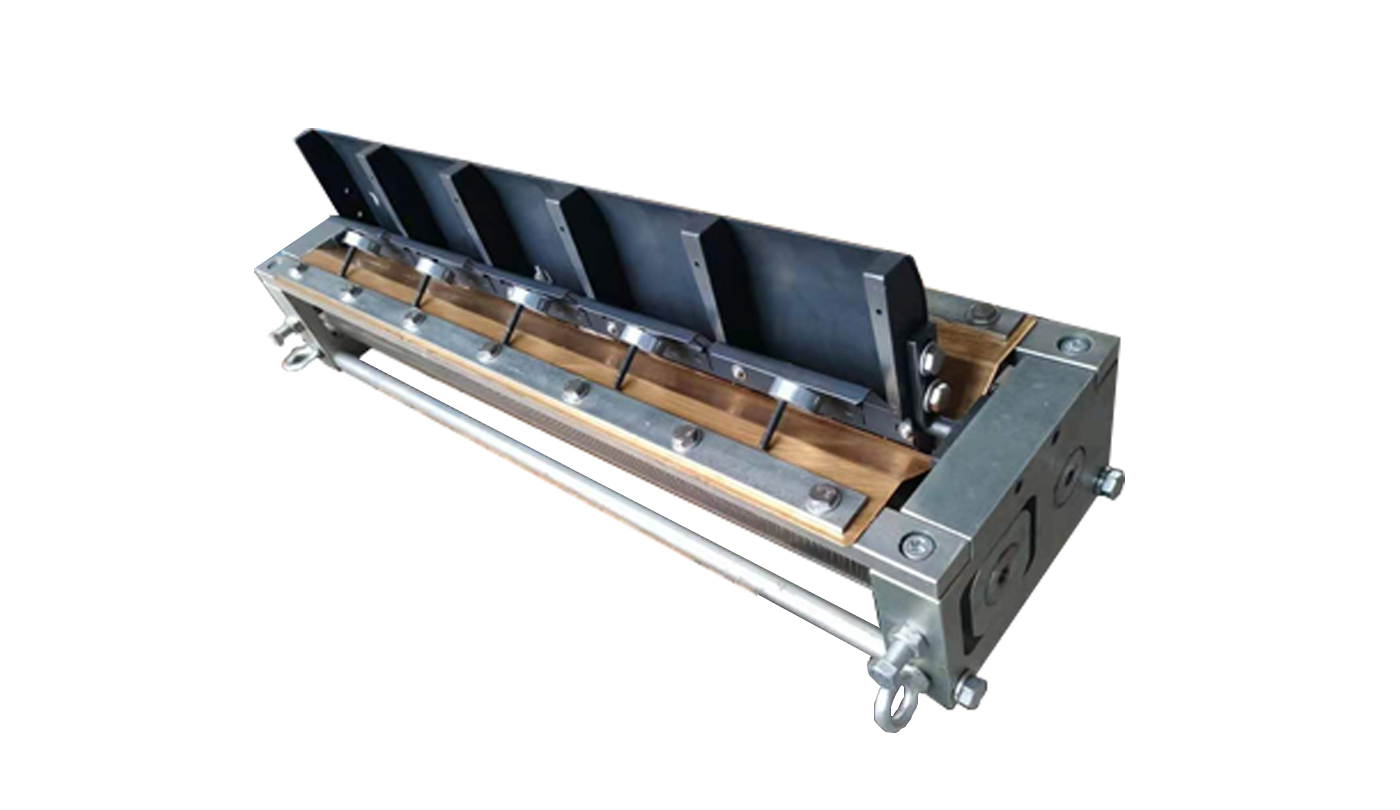
装配成型器注意:
1.首先要查看分面器分面刀上侧的数字钢印是否与刀号相同。
2.确定数字钢印与刀号相同时,再根据生产实际情况,调节每列面条的根数,如:P1.5mm*每列根数80=两分面刀刀尖距离120mm
3.卸下面梳,装好分面器,调节刀尖斜度与刀槽方向一致,防止挂面,挫面,顶面,出现断条,粗条,蛐虫面等现象。同时再核对一下面条根数。刀尖与面刀外圆间隙以1.0Mm为佳。防止分面刀尖磨伤刀齿刃口,造成面条出现毛刺,面屑多等缺陷。分面刀上下斜面要与面梳导向面紧贴,防止挂面,夹面影响制波,造成碎面浪费。

服务热线
15753450535
24小时提供咨询服务
宁津县金三利机械有限公司
联系人:王经理
手 机:15753450535
电话:0534-5531084
传真:0534-5213330
地址:德州市宁津县津泉路与香江大街交叉口南200米路东

扫描二维码,关注我们
宁津县金三利机械有限公司 电话:15753450535 地址:山东省德州市宁津县津泉路与香江大街交叉口南200米路东
备案号:鲁ICP备15000673号-3